بخش اول آموزش PCB : آشنایی با مونتاژ انواع بسته بندی های مختلف آی سی ها
آموزش مونتاژ و دمونتاژ قطعات الکترونیکی

مونتاژ به مفهوم لحیم کردن قطعات الکترونیکی بر روی بردهای الکترونیکی است.و دمونتاژ به معنای خارج کردن قطعات از برد است.
نحوه قرارگیری قطعات بر روی برد
پکیج قطعات بر ۲ نوع است:۱٫SMD
۲٫DIP
معمولا ۹۵% قطعات SMD از DIP کوچکترند. قطعات DIP عموما قطعات بزرگی هستند.
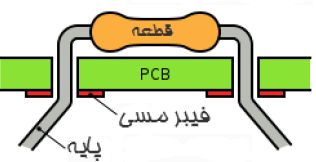
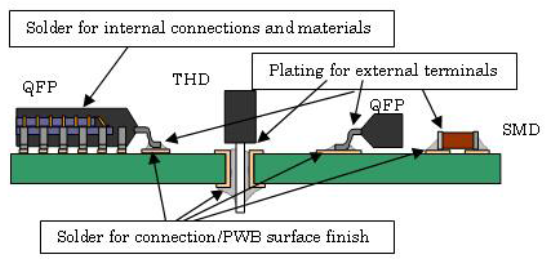
نحوه تشخیص دادن قطعه SMD از DIP :به برد نگاه می کنیم اگر محل لحیم از بالا باشد SMD بوده و اگر از زیر برد لحیم شده باشد DIP خواهد بود.
وسایل مورد نیاز جهت مونتاژ و دمونتاژ قطعات SMD:

ابزارهای مورد نیاز جهت مونتاژ و دمونتاژ
-هویه SMDنوک تیز:جهت باز کردن قلع قطعات و یا قلع اندود کرن پایه قطعات جهت مونتاژ.

هویه نوک تیز
-هیتر هوای گرم :با تنظیم میزان حرارت و شدت هوای گرم هیتر می توان قطعات را نصب و یا خارج کرد.این هیترها سرهای مختلفی دارند بدین منظور که وقتی اطراف IC مد نظر قطعات ریزی مانند مقاومت،خازن و…وجود داشته باشد جهت جلوگیری از ذوب شدن این قطعات سرهای مناسب را بر روی آن نصب میکنند.

هیتر هوای گرم
-پنس وکیوم
-روغن لحیم(که در صنعت روغن فلاکس هم نام دارد).
-از قلع کش سیمی جهت دقت و ظرافت بیشتر در لحیم استفاده می شود.

قلع کش سیمی
-خمیر قلع:در شرایطی که به پایه های IC نتوانیم دسترسی داشته باشیم از خمیر قلع استفاده می شود.بدین صورت که خمیر قلع را بر روی شابلون های مخصوص قرار می دهیم با هیتر هوای گرم مقداری حرارت به آن میدهیم سپس شابلون را به آرامی برداشته سپس بر روی قطعات IC سوراخ های قلع قرار میگیرد.

خمیر قلع

خمیر قلع
-فن هوای یونیزه
-مچ بند و پابند ESD
وسایل مورد نیاز جهت مونتاژ و دمونتاژ قطعات DIP:
-هویه معمولی (۳۰-۶۰ وات)
-قلع کش
-سیم لحیم
-روغن لحیم
-پنس
قبل از شروع لحیم کاری لازم است سطح لحیم کاری تمیز شود:
تمیز کردن سطح برد
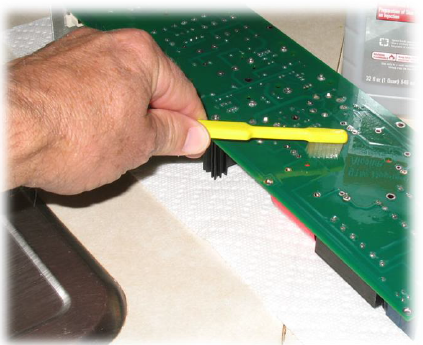
ابتدا سطوحی را که می خواهید به هم لحیم کنید ، خوب تمیز کنید ، اگر قصد لحیم کاری قطعات الکترونیکی روی برد مدار چاپی یا برد مسی سوراخ دار را دارید ، با یک سمباده نرم یا پارچه زبر تمیز و یا برس مخصوص ، محل های اتصال پشت برد را سمباده بزنید ، با این کار رسانش گرمایی و الکتریکی افزایش یافته و مونتاژ خیلی راحت تر انجام می شود . می توانید به جای برس مخصوص PCB ازیک مسواک کهنه و کمی الکل ، استون یا حتی آب و صابون کمک بگیرید .
ترتیب جایگذاری قطعات:
در لحیم کاری قطعات روی برد مدار چاپی نکته مهمی که بهتر است رعایت شود ترتیب لحیم کاری است . اگر از قطعات با ارتفاع کمتر شروع کنید به مشکل نخواهید خورد . ابتدا قطعاتی مثل مقاومت که بصورت خوابیده روی برد نصب می شود را لحیم کنید ، سپس سوکت آی سی یا خود آی سی ها و سپس خازن و ترانزیستور و…
در لحیم کاری ترانزیستور ها و آی سی ها )در صورتی که از سوکت آی سی استفاده نمی کنید( خیلی محتاطانه عمل کنید چرا که حرارت بیش از حد باعث خرابی قطعه می شود . پس از لحیم کردن هر پایه کمی صبر کنید تا قطعه خنک شود و سپس پایه دیگر آن را لحیم کنید . می توانید برای اتلاف وقت تا خنک شدن آن ، قطعه دیگری را لحیم کنید و مجددا برگردید به قطعه قبلی . تحمل گرمایی قطعات مختلف متفاوت هستند. مثلا معمولا مقاومت ها ،توانایی تحمل گرمای بیشتری را دارند ولی در بسیاری موارد گرمای بالا منجر به خرابی در ترانزیستور های حساس ، LED ها ، آی سی های حساس و یا کریستال ها می شوند.
ترتیب جایگذاری قطعات بر روی برد
هیت سینک یا گرما گیر :
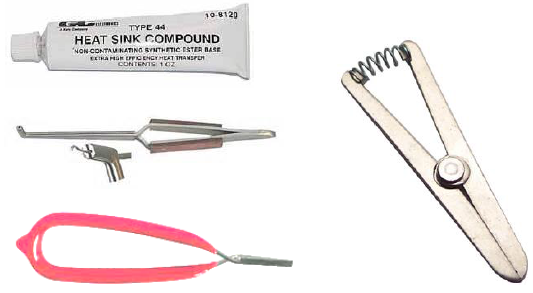
برای جلوگیری از افزایش دمای بالا از یک گرماگیر یا یک هیت سینک استفاده می کنند . هیت سینک ها قطعاتی هستند که برای گرم شدن نیاز به انرژی زیادی دارند و به دلیل رسانش دمایی خوب در صورت اتصال به یک قطعه انرژی گرمایی را از قطعه خارج ومنجر به کاهش دما می شوند . نام گذاری قطعات آلومینیومی پره پره که روی قطعات یا فن های خنک کننده هستند نیز به همین جهت است . اگر خنک کننده های حرفه ای مانند تصاویر سمت چپ ندارید می توانید یک گیره ساده فلزی استفاده کنید . مقدار کمی خمیر سیلیکون یا کاغذ سیلیکون می تواند تاثیر یک خنک کننده را به شکل قابل ملاحظه ای افزایش دهد . حتی می توانید از کمی آب ) البته ترجیحا آب صابون برای کاهش کشش سطحی و اتصال کامل تر ( استفاده کنید . در تصویر سمت چپ استفاده از یک گیره ساده برای جلوگیری از آسیب رسیدن به یک دیود نوری ساده را مشاهده می کنید.
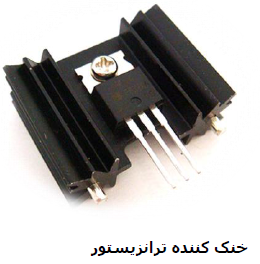
هیت سینک
اعمال لحیم به نقطه لحیم کاری :
در مرحله اول از تمیز بودن سر هویه اطمینان حاصل کنید در صورت کثیف شدن سر هویه ، آن را توسط اسفنج نسوز یا اسفنج مرطوب تمیز کنید تاکاملاً براق گردد و سپس کار را ادامه دهید قبل از لحیم کاری ،سر هویه را به روغن لحیم اندکی آغشته کنید تا اگر مقداری قلع از مرحله قبل باقی مانده از بین برود و لحیم تمیزتر انجام شود.

روغن لحیم
مراحل مونتاژ کردن قطعات:
برای مونتاژ قطعات را به ترتیب حساسیت ابتدا از:مقاومت – خازن – دیود – ترانزیستور و آی سی شروع به مونتاژ کرده و قطعه را درمحل مخصوص خود که بر روی برد مشخص شده است میگذاریم و از طرف دیگر برد پایه ها را لحیم میکنیم. ابتدا هویه را یک طرف قطعه و سیم لحیم را یک طرف دیگر قطعه قرار دهید. اول سیم لحیم را خارج کرده و هویه را چند ثانیه دیگر همان جا نگه دارید . این باعث می شود که لحیم همچنان به ذوب شدن ادامه داده و اتصال به خوبی برقرار شود. سپس ، می توانید هویه را خارج کنید . کل این فرآیند نباید بیشتر از ۵ ثانیه طول بکشد . در حالت عادی ، ۳ تا ۴ ثانیه کافی است . حرکت دادن یا فوت کردن اتصال باعث خراب شدن آن می شود . یک اتصال نامرغوب لحیم ظاهری شبیه به اکسایش ، بیش از حد تیره و دانه دانه دارد . همچنین ممکن است توپی از لحیم روی منطقه اتصال باقی بماند . یک اتصال خوب باید دارای ظاهر صاف و یک دست بوده و طرفین آن مقعر باشند . اتصال خوب شبیه یک توپ برآمده نخواهد بود ، بلکه ظاهری مسطح خواهد داشت پیش از تکان دادن یا جا به جا نمودن محل اتصال باید اجازه دهیم قلع کاملاً سرد شود و خود را بگیرد .جهت مونتژ قطعاتSMD از هیتر هوای گرم استفاده می شود با استفاده از پنس قطعه را در محل مناسب آن،با فاصله کمی از برد قرار می دهیم همزمان حرارت هیتر را هم بر روی پایه های قطعه اعمال می کنیم پس از چند ثانیه قطعه بر روی برد متصل می شود.
مونتاژ قطعه

دمونتاژ قطعات الکترونیکی:
پس از گرم شدن هویه به ترتیب اول ازقطعات حساس تر شروع به دمونتاژ میکنیم.این قطعات عبارتند از:آی سی – ترانزیستور – خازن – مقاومت.
ابتدا پایه های قطعه را در پشت برد(همان طرفی که لایه مسی دارد)پیدا کرده و نوک هویه را که از قبل قلع اندود کرده بودیم به آرامی به آن میزنیم تا قلع آن کاملا ذوب شود.وبا قلع کش آن را از روی برد بر می داریم.بعد از اینکه تمام پایه های قطعه را آزاد کردیم از طرف دیگر برد قطعه را تکان می دهیم تا کاملا از برد جدا شود به این ترتیب تمام قطعات را از برد جدا میکنیم.باید دقت داشته باشیم که در هنگام ذوب کردن قلع به برد آسیبی نرسد. برای دمونتاژ قطعات SMD با استفاده از هیتر هوای گرم قطعه را خارج می کنیم به این صورت که هیتر را با زاویه مناسب بر روی پایه های قطعه نگه می داریم با فاصله و حرارت مناسب به طوریکه قطعه نسوزد. پس از چند ثانیه قطعه از برد جدا خواهد شد.


دمونتاژ قطعات الکترونیکی
دو فاکتور اصلی تعیین کننده کیفیت لحیم دما وزمان:
سرعت انتقال گرما یکی از مهمترین عوامل در کیفیت لحیم است. هر چند دلیل اکثر لحیم کاری های نا موفق ، به دلیل کافی نبودن حرارت می باشد . در شرایطی که حرارت با مدت زمان طولانی به محل اتصال قطعات برای لحیم کاری اعمال شود ، می تواند باعث خراب شدن قطعه ، اکسید شدن و از بین رفتن مدار و ایجاد مشکلاتی از این دست گردد . دمای نقطه اتصال به فاکتورهای متعددی وابسته است . هر نقطه اتصال با لحیم متفاوت از نقطه دیگری است و میزان حرارت متفاوتی را می طلبد.
. این فاکتورها عبارتند از :
- جنس پایه قطعه
۲٫اندازه پایه قطعه )طول و مقطع ( که رسانش گرمایی متفاوتی ایجاد می کند
۳٫سطح فیبر مسی ) مساحت بیشتر نیاز به حرارت بیشتر دارد (
- جنس و درصد خلوص سیم لحیم
۵٫دمای اتاق کار
۶٫نوع قطعه ) میزان حساسیت به حرارت )
عامل دیگری که حایز اهمیت است دمای هویه می باشد:
باید به قدری باشد که تنها سیم لحیم را ذوب نماید و به مدار و قطعات آن آسیبی وارد ننماید ، دمای بین ۲۴۲ تا ۳۲۲ درجه سانتی گراد معمولا مناسب است . ضخامت سیم لحیم استفاده شده نیز عاملی مهم میباشد . هر چه سطح مقطع سیم لحیم کمتر باشد مسلما حرارت کمتری برای ذوب کردن آن مورد نیاز خواهد بود . در تصویرزیر نتیجه لحیم کاری در دماهای مختلف را می بینید
سیم سمت راست به علت دمای بیش از حد به این شکل در آمده و تمام فلاکس داخل آن بخار شده و یک اتصال خشک ایجاد شده است .
سیم میانی نتیجه حرارت و زمان کافی در لحیم کاری است که کاملا یکپارچه و براق است .
در سیم سمت چپ نیز به دلیل نرسیدن حرارت کافی لحیم به خوبی ذوب و جاری نشده است و یک نقطه جوش نا مناسب و متمرکز در نوک قطعه را ایجاد نموده است ، به این شکل از لحیم ، لحیمِ سرد می گویند.

استفاده نادرست از هویه
بررسی محکم بودن اتصالات :
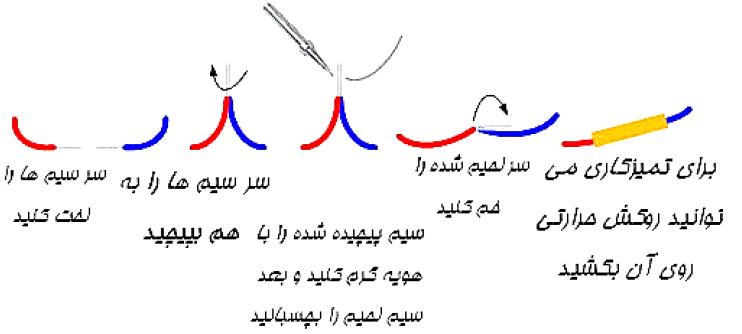
لحیم کاری برای اتصال قطعات الکترونیکی به هم یا به مدار ،اتصال مناسب سیم ها به هم و… بکار می رود . برای انجام لحیم کاری باید دقت فراوان نمود تا قطعات لحیم شده به صورت محکم و مناسب به هم یا به مدار متصل گردند . پیش از لحیم کاری قطعات به صورت فیزیکی به هم متصل گردند .